8:00 am - 5:00 pm
为了获得形状规则、尺寸准确的弯曲件,必须采取一些措施来减小或补偿回弹所产生的误差提高弯曲件的精度。型材拉弯加工弯曲见的减少回弹措施有哪些?
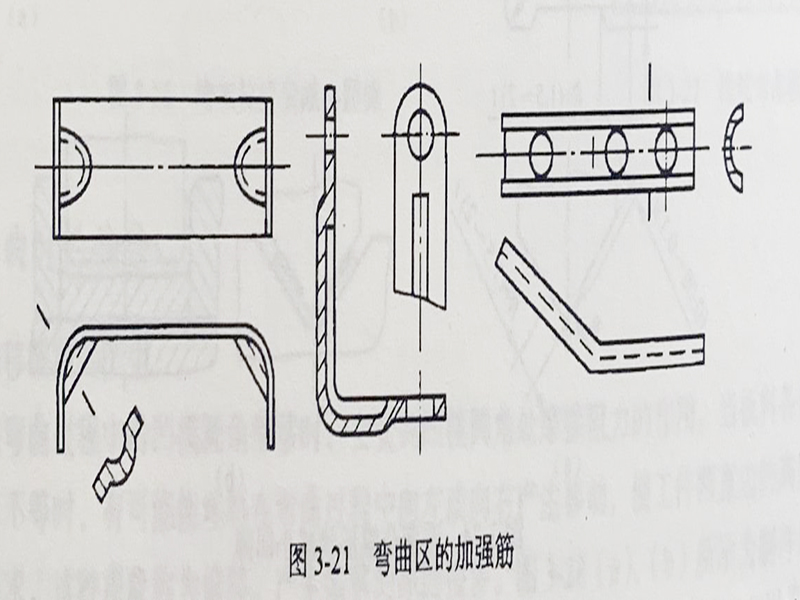
1.弯曲件的合理设计。在弯曲变形区压出加强筋或成形边翼((见图3-21))增加弯曲件的刚性和成形边翼的变形程度,可以减小回弹。
在满足弯曲件使用条件下,尽可能选用弹性模量大、屈服点低、力学性能较稳定的材料,使胚料容易弯曲到位。
对于冷作硬化的材料,弯曲前先退火软化,降低其屈服点,以减少回弹,弯曲后再淬硬。
2.采取补偿措施,抵消弯曲回弹变形。弯曲成形时,使制件预先向回弹的反方向产生附加变形,其变形量与回弹变形值相等。卸载后,工件回弹、附加变形消失,尺寸达到要求。例如,曲V形件时,将凸模角度减去一个回弹角:弯曲U形件时,将凸模两侧分别作出等于回弹量的斜度,如图所示,或将凹模底部作成弧形(见图3-22(b))利用底部向下回弹的作用,补偿两直边的向外回弹。
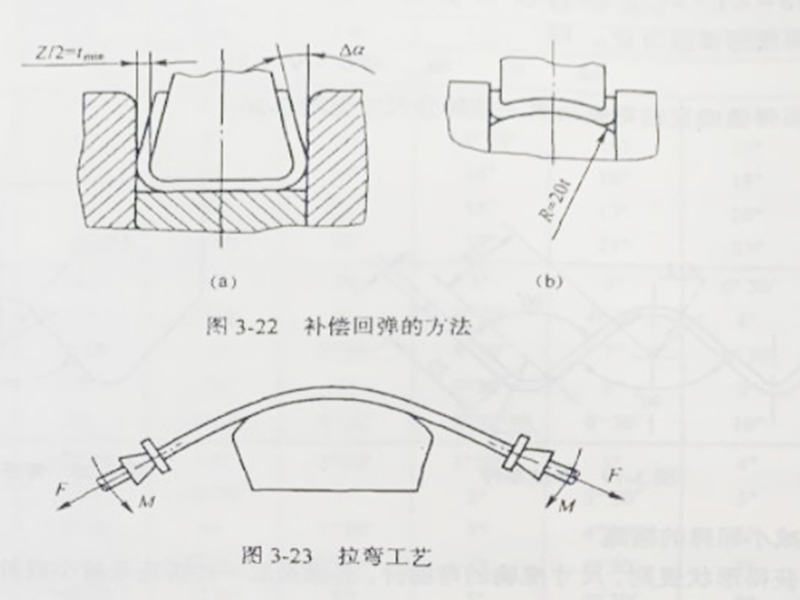
3从工艺上采取措施。采用拉弯工艺代替普通的弯曲方法( 见图 3-23)。拉湾工艺的特点是在弯曲的同时,使胚料承受一定的拉力F,拉应力的数值应使弯曲变形区内各点的合成应力稍大于材料的屈服点,使整个断面都处于塑性拉伸变形范围内,内、外区应力、应变方向取得了一致,故可大大减小零件的回弹。
